自动化装配线是一种集成机械结构、电气控制、数据交互与工艺逻辑的复合系统。其功能覆盖供料、装配、检测、搬运、测试等多项子流程,广泛应用于电子、汽车、新能源、医疗设备等制造领域。为保障设备交付质量与后期运行稳定性,自动化装配线在交付前需进行全方面验收,内容涵盖结构完整性、功能实现、工艺精度、控制稳定性、防护、数据接口等多个维度。
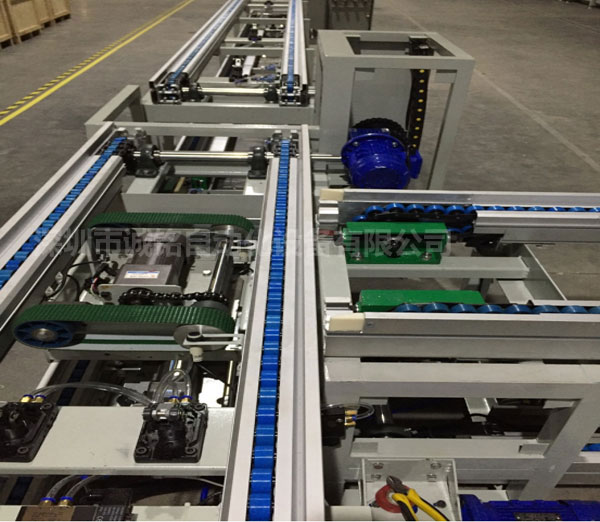
结构验收方面,需确认线体安装是否完工、设备布局是否符合设计图纸、紧固件与支撑件是否牢固、外观有无明显碰伤与加工残留。所有支架、连接梁、护罩、机脚、托盘轨道应完成现场调整与水平校正,确保线体整体平整性与稳定性。
功能验收应逐一测试各工位设定动作是否按预期完成。包括机械装配机构(压装、锁附、插接等)、供料系统(震动盘、直振、滑道)、检测系统(视觉、探针、气密性测试等)、搬运系统(机械臂、滑台、拨叉)等,需在满载、空载、断电重启等多种状态下测试完整流程。

节拍验收要求测试生产节奏与自动运行稳定性。依据工艺设定节拍,进行模拟节拍测验,观察各环节协调度、动作完成时间、缓存同步能力。连续运行时间不少于8小时,不应出现异常报警、卡顿、误动作等故障。
精度验收为关键装配尺寸、重复定位精度、检测精度等指标。需借助检测仪器进行点位校核,确保设备长期运行后仍具备稳定的一致性。锁附力矩、压装深度、插接距离等参数在设计容差范围内。
控制系统验收涵盖PLC程序逻辑、HMI人机界面、报警提示、参数设定、互锁等内容。需逐项测试系统响应、切换功能、报警联动。对接MES系统或ERP平台的设备还需测试数据采集、记录上传、指令同步等接口。
验收包括光电传感器、急停按钮、门锁、防护罩、过载保护等设备是否按标准安装并有效运行。所有控制元件应配备紧急关闭与状态恢复功能,避免人为误操作带来的生产风险。
培训与资料移交同样是验收环节的重要部分。制造商需提供操作手册、保养计划、故障排查清单、电气图纸、PLC程序备份等资料,并对操作人员与技术人员进行系统培训,确保后期运行维护具备基础条件。